一、試驗程序:
1、 試驗一般在 10℃到 35 ℃室溫下進行。當要求在控溫條件下進行試驗時,溫度應控制在( 23~±5 ℃)。
2、 如果采用手工測量,必須在一根試樣的標距內至少等間隔測量3 點的原始寬度 ,包括在標距兩端各進行1次測量 。這些寬度的平均值用于計算塑性應變比 。
3、 如果采用自動測量,應該使用符合第6章中規定的1級引伸計測量延伸量和至少 1 點的寬度變化量 。
4、在塑性變形階段,應變速率不應超過 0. 008/ s。
5、 將試樣裝夾在試驗機夾頭中,保持試驗速度在8. 4規定的速度范圍內,進行所需的變形 :
a) 達到相關產品標準中指定的塑性應變水平(手工測量);
b) 測量相關產品標準中指定塑性應變水平時的試樣寬度(自動測量) 。
6、在于工測量情況下,力卸除后用與測量原始標距和寬度同樣的方法和允差測量標距長 L 和標距 段內試樣寬度 b。
7、 在自動測量情況下,應使用第 6 章中規定的引伸計測量指定塑性應變水平的長度和寬度 。
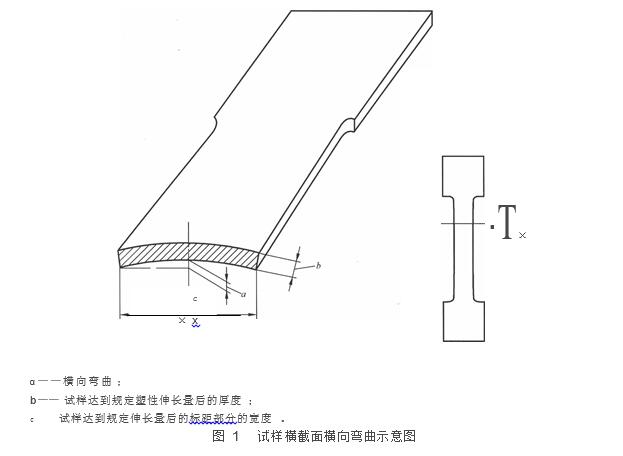
8、 如果試樣出現會影響試驗結果的橫向彎曲(見圖 1),試驗無效,應該重新試驗 。
9、 如果塑性應變不是均勻的,就無法進行人工測定r值 。采用連續測量的延伸率及對應的寬度變化數據 ,并運用9. 2 中規定的統計方法,可以計算出可再現的 r 值。
10、有涂鍍層的材料( 例如鍍辭或有機涂層)測得的 r 值可能不同于沒有涂鍍層的基體材料 。