正航儀器編輯電機錫焊接頭檢測檢測步驟介紹
一、電機錫焊接頭檢測檢測步驟
二條探頭線分別與探傷儀的發射(T) 、接收(R)相連接,操作步驟如下。
1. 儀器"工作方式"置于雙探頭發射、接收位置.
2. 把"抑制"控制器置于最小位置.
3. 調節儀器水平掃描和掃描微調,使始脈沖置于零位,穿透信號置于水平刻度"5"位置上。
4. 調節"增益"和"衰減器"旋鈕,在對比試塊上調節探頭靈敏度,使穿透信號幅度為熒光屏上垂直刻度10 格。
5. 根據探頭直徑在檢測表面建立6 mmX6 mm 格網線逐格在包含有多股線的并頭套上進行檢查,在對應的網格紙上做好檢測記錄.
二、質量判定
1. 根據接收超聲波幅的垂直高度判定焊接質量,其單一網恪合格波幅與穿透方向上股線數目的關系應符合表1 的規定.

2. 被檢測的每個接頭,至少應有75%的網格其穿透波幅超過4. 2. 4. 1 規定的最小波幅,該接頭為合格.
3. 在一個接頭上,沿股線長度方向,未焊合區〈小于4.2.4.1 規定的最小波幅〉的連續長度超過接頭*度的75% ,該接頭不合格
三、紅外熱象檢測法
本方法既適用于發電機未包絕緣焊接頭的質量檢測,也適用于已包絕緣焊接頭的質量檢測。
1. 設備儀表的低電壓、大電流的交流或直流電源設備z
b) 電壓表0.5 級,
c)電流表0.5 級s
d) 紅外熱象儀或紅外熱電視儀,分辨率小于等于0.2C,具在抗強電磁場干擾能力-
2. 檢測步驟
將發電機定子繞組的一相或一個分支與試驗電源串接成閉合國路.合通電源,令串聯試驗回路持續通過定子該分支額定電流的1/4 ,直至熱穩定.監視熱象儀,觀察串聯通電的各并頭套溫度和溫差的變化及其差異.
3. 質量判定
4. 各并頭套的溫差凡無明顯差異者接頭焊接質量為合格.
5. 未裝絕緣的焊接頭,與的溫度差達5 C時其熱者為不合格焊接頭,已包絕緣焊接頭,溫差接近3C ,應剝去絕緣再作進一步試驗判定.
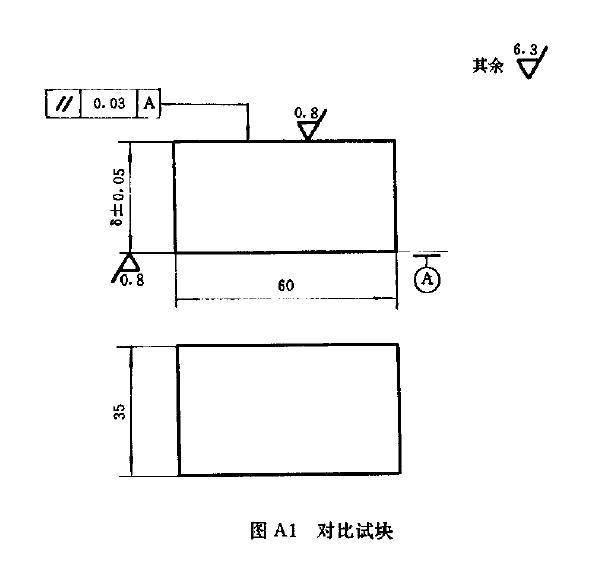
錫焊接頭超聲撞直探頭擦傷用對比試塊
Al 名稱對比試塊.
A2 材料試塊材料應符合本標準4.2.1.3 規定.
形狀和尺寸形狀和尺寸見圖Al. 厚度B 應與被測工件的厚度一致.
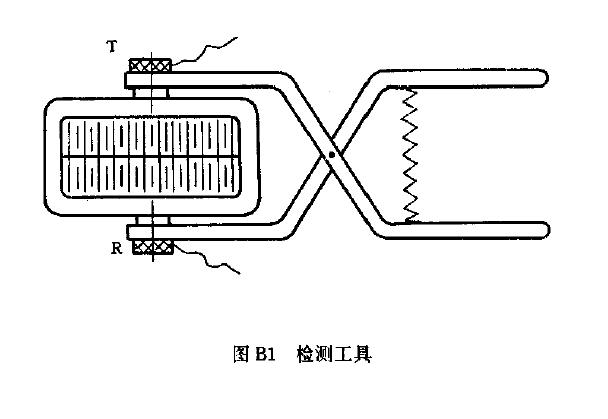
穿透式超聲波探傷用錐測工具
Bl 名稱檢測工具.
B2 形狀和尺寸形狀見圖Bl. 尺寸根據被測工件尺寸確定.