正航儀器介紹金屬維氏硬度試驗方法
1 試驗原理
將一個相對面夾角為136度的正四棱錐體金剛石壓頭以選定的試驗力壓人試樣表面,經規定保持時間后,卸除試驗力,測量壓痕兩對角線長度。見下圖。
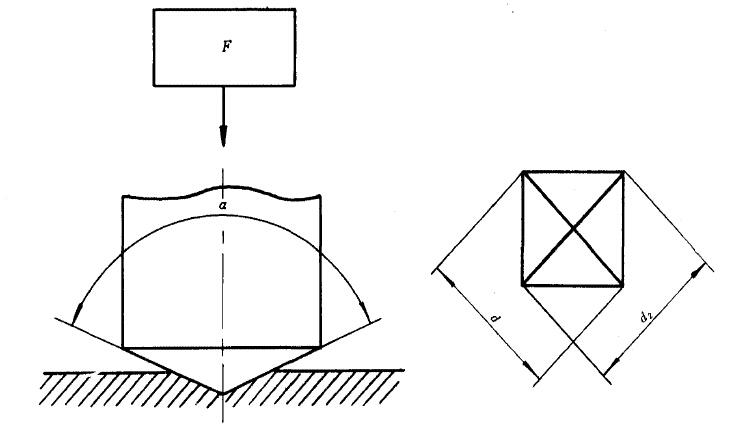
維氏硬度值是試驗力除以壓痕表面積所得的商。計算公式見表1。
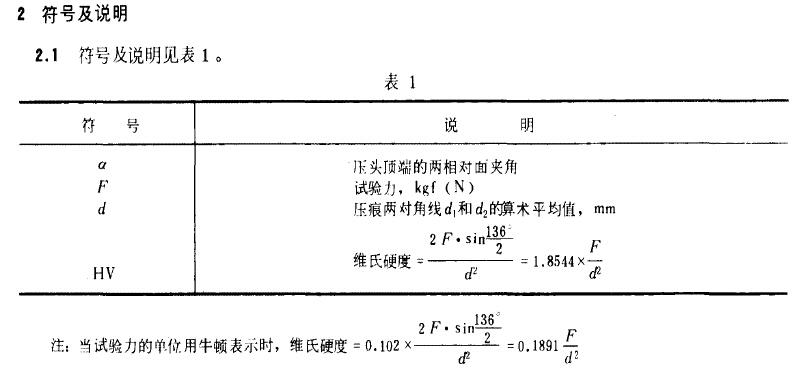
2.2 維氏硬度用符號HV 表示, HV 前面為硬度值, HV 后面按以下順序用數值表示試驗條件:a. 試驗力;
b. 試驗力保持時間(1 0:-15 s 不標注)。
例如:
640HV 30 表示用30kgf (294.2N) 試驗力保持10 - 155測定的推氏硬度假為640。
640HV30/20表示用30kgf (294.2N) 試驗力保樣205測定的維氏硬度值為640。3 試驗儀器
3.1 維氏便度計、壓頭皮壓痕測量裝置應符合附錄A (補充件)規定。
3.2 在每次更換壓頭、試臺戒支座后皮大批試樣試驗前,應按JJG 151-83 ((維氏硬度計檢定規程》
對硬度計進行日常槍禹。
3.3 用「槍ff.硬度計的標準硬度塊應符合JJ G 148-83 ((工等標準維氏硬度塊定度規程》的要求。
3.4 硬度計應由同家計量部門定期檢定。
4.試樣
4.1 式樣的試驗面一般為光滑平面,不應有氧化皮及外來污物。試驗面光潔度必須保證壓根對角線能地測堆,般不應低于氣9。
4.2 在i式樣的制備過程中,應盡量臟免由于受熱、冷加工等對試樣表面硬度的影響。
4.3 ì式樣或試驗以的摩度至少應為壓痕對角線平均長度的1. 5 倍(見附錄B) 。試驗后,試樣背面不印出現可見變形瑯跡.5 試驗
5.1 試驗血般在10-35'C 溫度下逃行。對溫度布較嚴要求的試臉,應控制在23 土5 'C 之內。
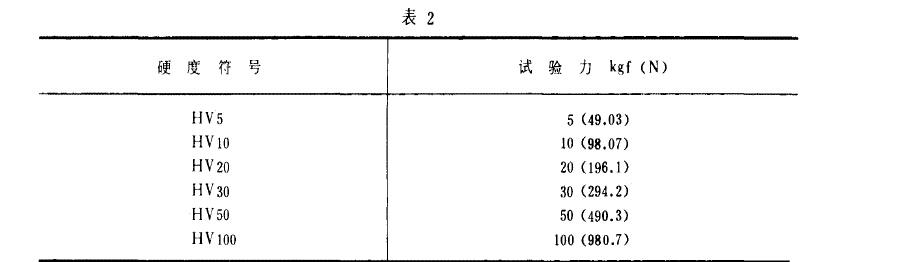
5.2 一般應改用表2 中規定的試驗力進行試驗。
5.3 試樣支撐面、壓頭表面及試合應清潔。試樣應穩固地放置于試臺上,保證正在試驗過程中不發生移位和撓曲。
5.4 應均勻平穩地施加試驗力,不得有沖擊和震動。試驗力作用方向應與試驗面垂直。
5.5 施加試驗力的時間為2-8s。對黑色金屬,試馳力保持時間一般為10-15s ,對有色金屬為
30 士2s。如另有要求,保件時間可以延長,真偏差為士2s。
5.6 對黑色金屬,兩相鄰壓痕中心間距或任一壓痕中心試樣邊緣距離應不小于壓痕對角線平均
值的2.5倍對有色金屬,上述距離應不小于壓痕對角線平均值的5倍。
5.7 卸力試驗拉力后,測量壓痕兩對角線長度,兩對角線長度之差不應超過短對角線長度的2% 。各向異性明顯的材料可不受此限制,但應在有關標準中規定。
5.8用壓痕對角錢平均的計算或在附錄D中查得維氏硬度俏。



