一、熱沉材料和接頭形式
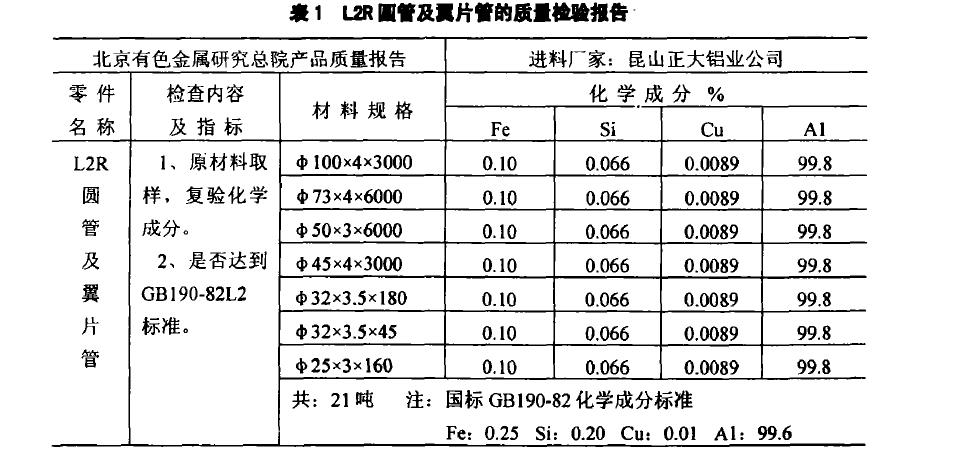
熱沉材料用的是L2工業純鋁,但實際加工出的管材經化驗其材質略優于LZ,而介于L Z和L I之間(見表1)
支管與匯總管的連接就采用圖4(b)所示的開孔插接.匯總管的對接經與有色院協商,最終選定為圖4(c)所示的直接對接.
二、捍接工藝
有色院設備研制廠參照哈工大的研究結果及GBJ294一87的要求,用實際施工時所用的各種規格和材質的材料做成了幾十個如圖5所示的試件,該試件包括了熱沉上用到的各種尺寸和結構的焊縫.用這種試件一方面試驗焊接工藝,另一方面也是培訓和考核焊工.試件要經2.0M Pa氣壓試驗,液氮溫度下的冷熱沖擊試驗,最后用氦質譜檢漏(用中科院科儀廠生產的ZhP一30B檢漏儀,用氦罩法檢漏,檢漏儀靈敏度為5 xlo一12 Pams/s),每條焊縫的漏率均要求小于5 x10一Pam s/s,每個焊工每焊2個試件要10%合格時才準上崗.

三、最終確定的焊接工藝如下:
a.焊接方法:用交流鎢極氫弧焊.焊機采用美國熱動力公司技術,由澳大利亞CI G WE LD生產的T RA N sTIG275交直流兩用的方波鎢極氫弧焊機,基值電流和峰值電流可任意調節,可限度滿足焊鋁時霧化區的清理,防止產生裂紋和氣孔.該種焊機還具有提前供氣、焊接電流自動緩升、結束時電流自動衰減、延遲斷氣等功能.鎢極為.3.2 mm飾鎢極.b.保護氣體:選用北京氧氣廠由國外進口的液態氫經揮發后制成的瓶裝氫氣純度為99.9%雜質含量分別為H Z<0.01%;0 2<0.002%;N Z<0.01%;H Zo<0.02m功.c.焊縫坡口匯總管對接110.坡口(鈍邊lmm,間隙<l mm,兩管錯邊量<0.4 mm).目的是保證單面焊雙面成形.支管插入匯總管的丁字接頭,在匯總管孔邊60,這樣可確保焊縫根部熔透.
d.焊前清理:先用丙酮將焊管內外油污擦干凈;用自制的不銹鋼絲刷,刷去氧化膜,在對接接頭離管端30~內,插接接頭大管孔邊加Iun內,支管離管端30~內全要刷亮;用吹風機吹去灰塵;再用聚乙烯泡沫塑料浸丙酮清洗表面,然后再用吹風機吹干,在兩小時內焊接完畢.
e.焊絲:選用澳大利亞cIGWELD生產的4043焊絲,不必清理氧化膜只需用丙酮擦洗一下即可使用,但必須在干燥條件下保存,有色院用60℃烘箱保存.
f.對接焊縫焊接工藝參數(全位置焊)點固電流:180A;預熱溫度:1000℃一1 500℃;焊接層數:2層.第1層基值電流l0A,脈沖電流為170 A,脈沖2次/s,脈寬比50%,焊速13c耐m in:第2層基值電流100A,脈沖電流為130A,脈沖2次/s,脈寬比50%,焊速g eln/m9
f.支管與匯總管的焊接(俯焊)點固電流:1.對焊縫外觀的要求:中100又4管對接縫:焊道寬1~12 mm;焊縫高于母材2一3m(管內和管外一樣);焊道圓周偏離士Zmm;點固后錯邊量小于0.4 min;插接焊縫:焊縫斜邊寬10~12nrn。
j.需要補焊時,必須準確找出漏點位置,將焊肉完全清理掉直到露出新鮮的母材金屬,用前述清理方法和焊接規范焊接.補焊不許超過2次.
http://www.szzizhi.com



