目前,國(guó)家和有關(guān)部門(mén)還沒(méi)有輕合金微弧氧化膜性能測(cè)試標(biāo)準(zhǔn)。本研究擬采用中華人民共和國(guó)原航空航天部部標(biāo)準(zhǔn)HB5062-77《零件化學(xué)氧化膜層質(zhì)量檢驗(yàn)》作為微弧氧化膜性能檢測(cè)的參考依據(jù)。
一、微弧氧化陶瓷膜的外觀檢驗(yàn)本課題試驗(yàn)中迸行微弧氧化膜層的外觀粗略檢查時(shí),參考HB5062-77中所述的膜層外觀檢測(cè)的要求來(lái)進(jìn)行測(cè)試,對(duì)膜層的外觀質(zhì)量進(jìn)行簡(jiǎn)單的評(píng)判。具體的外觀質(zhì)量級(jí)別評(píng)判標(biāo)準(zhǔn)如下表3-1所示。
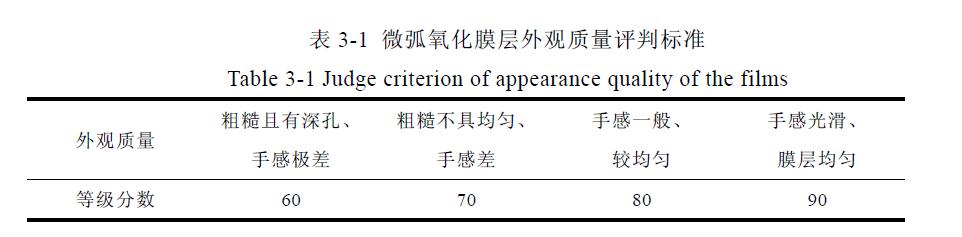
并使用XP-2TM型表面光度儀測(cè)量試樣的表面粗糙度。表面光度儀的掃描半徑為5,垂直分辨率為1~1.5 CM,橫向分辨率為100 NM,可視掃描場(chǎng)為1~4 MM。
二、耐蝕性能的測(cè)定
浸泡實(shí)驗(yàn)條件如表3-2所示。用TG328A型電光分析天平稱腐蝕增重,天平載荷為200 g,精度為0.1 mg。

用PS-1型恒電位/恒電流儀,使用恒電流法測(cè)定膜層的陽(yáng)極腐蝕極化曲線。儀器測(cè)量范圍:電壓-2~+2 V,電流0~1 A;測(cè)量精度:電位讀數(shù)精度為±1%加減末位一個(gè)字,電流讀數(shù)精度為±1.5%加減末位一個(gè)字。所用電解液為3.5%NaCl溶液。
三、耐磨性能的測(cè)定
用自制的摩擦磨損實(shí)驗(yàn)機(jī)測(cè)膜層的耐磨性能,并用磨損失重表征。TG328A型電光分析天平稱磨損失重,精度為0.1 mg,平行試樣為4個(gè)。測(cè)定件為微弧氧化試樣及45鋼(840℃淬+150℃回火,HV541),磨損方式為濕磨。
四、彎曲法測(cè)量涂層與基體結(jié)合性能
為了考察電弧噴涂鋁層在重熔前后與鋼基體的結(jié)合性能,使用彎曲法定性衡量涂層與基體結(jié)合性能的變化情況。對(duì)重熔前后的試樣沿著長(zhǎng)度方向各進(jìn)行90℃的彎曲變形,然后反向施力,使之恢復(fù)原狀,如此反復(fù)進(jìn)行,以彎曲中心部位為觀察區(qū)域,觀察重熔前后的試樣涂層的變化情況。
五、復(fù)合膜層的抗熱沖擊性能
實(shí)驗(yàn)通過(guò)熱沖擊使膜層從基體上剝落下來(lái),根據(jù)熱沖擊次數(shù)來(lái)定性鑒定膜層與基體之間的熱脹匹配。分別采用水冷熱沖擊和空冷熱沖擊的方法。
(1)空冷熱沖擊
與上述方法類似,把試樣放入電阻爐中加熱至450℃,保溫5 min后取出空冷3 min,認(rèn)為試樣己足夠冷卻后,再次放入電阻爐中加熱,如此反復(fù)直至膜從基體上脫落。
(2)水冷熱沖擊
把試樣放入電阻爐中加熱至450℃,保溫5 min后取出放入水中,l min后取出放入電阻爐中加熱,如此反復(fù),直至膜從基體上脫落。
六、其它稱量?jī)x器
用游標(biāo)卡尺測(cè)試樣尺寸,計(jì)算面積,精度0.02 mm。用Nephot-21型金相顯微鏡測(cè)膜層的厚度。放大倍數(shù)為450倍,膜層厚度=顯微鏡內(nèi)讀數(shù)×(0.1/3),取6個(gè)點(diǎn)的算術(shù)平均值。
七、實(shí)驗(yàn)數(shù)據(jù)的處理方法
本實(shí)驗(yàn)所得到的數(shù)據(jù)都列于附錄中,參見(jiàn)附錄1~附錄9。以后各章實(shí)驗(yàn)結(jié)果中的曲線都經(jīng)過(guò)了擬合處理,擬合曲線方程見(jiàn)附錄10。
本文主要說(shuō)明了實(shí)驗(yàn)所用的電弧噴涂設(shè)備、感應(yīng)重熔設(shè)備及微弧氧化設(shè)備,并給出了相應(yīng)的裝置示意圖,確定了對(duì)電弧噴涂鋁層及微弧氧化陶瓷層進(jìn)行顯微分析的方法和所用的儀器設(shè)備,確定了測(cè)定膜層性能的方法及所用設(shè)備,說(shuō)明了實(shí)驗(yàn)數(shù)據(jù)的處理方法。(正航儀器編輯總結(jié))
http://www.szzizhi.com



